
高溫氧氣用金屬硬密封球閥的研究與設計
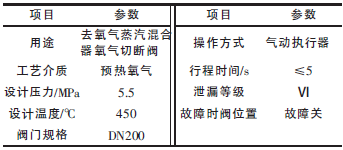
氧氣切斷閥是煤化工工藝裝置中的一類重要閥門,安裝于燃燒器供氧回路中,對預熱氧氣、氧氣蒸汽混合氣等進行切斷控制。其工作溫度***可達到450℃,工作壓力***可達到5.5MPa,且氧氣為強助燃劑,泄漏等級要求為Ⅵ級。在如此苛刻的工況條件下,金屬硬密封球閥是其***的選擇。
1 高溫氧氣用金屬硬密封球閥的設計參數
以煤化工工藝裝置中DN200mm高溫氧氣用金屬硬密封球閥為例,其工藝參數如表1所示。
表1 球閥工藝參數
2 高溫氧氣用金屬硬密封球閥的材料選擇
高溫氧氣用金屬硬密封球閥的閥體和主要零部件材料的選擇很重要,要依據其工作溫度、工作壓力和介質特性進行選擇,同時還要考慮到材料的加工工藝性和經濟性。由于氧氣介質要求管路系統內部不能產生氧化銹蝕,因此球(氧)閥材料一般采用鉻鎳不銹鋼等耐腐蝕鋼。煤氣化裝置中的氧氣用金屬硬密封球閥的閥體材料通常采用CF8M或F316,球體和閥座材料采用316,密封面噴涂硬質合金,主要零部件材料采用316。高溫情況下閥體材料采用INCONEL600或625的鑄件或鍛件,球體和閥座材料采用INCONEL600或625,密封面噴涂硬質合金,主要零部件材料采用INCONEL600或625。彈性元件(碟簧或彈簧)的材料采用INCONELX-750,保證在高溫狀況下提供足夠的預緊力。
3 高溫氧氣用金屬硬密封球閥的結構設計
高溫氧氣用金屬硬密封球閥結構如圖1所示。
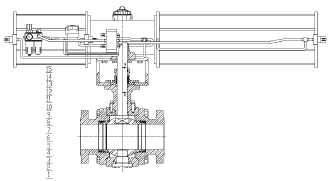
1—主閥體2—副閥體3—下閥桿4—球體5—閥座
6—壓環7—彈簧8—加長閥頸9—上閥桿
10—填料函11—填料12—壓套13—壓板
14—支架15—氣動執行機構
圖1 高溫氧氣用金屬硬密封球閥結構
3.1 閥座與球體的密封
根據ANSIB16.104標準,粉煤或是渣水介質用的金屬硬密封球閥密封等級要求為Ⅴ級。由于氧氣是一種危險介質,任何的外漏和內漏都可能造成燃燒、爆炸等嚴重后果,因此密封等級要求為Ⅵ級。球體與閥座間的密封,是控制氧閥內漏的關鍵環節,要求達到嚴格的Ⅵ級密封。球、座的加工精度要求非常高,圓度要求達到μm級,表面粗糙度參數Ra≤0.2μm。需要精密數控球面專用磨床加工,再經球座對研,才能達到氧閥的嚴格要求。
3.2 閥桿低泄漏控制
通常金屬硬密封球閥閥桿處采用O形圈、PTFE填料或石墨盤根密封。對于高溫氧氣用金屬硬密封球閥,O形圈和PTFE填料不能滿足高溫工況要求,故不能使用。而石墨盤根通常含有雜質,也不能應用于氧氣介質。因此高溫氧氣用金屬硬密封球閥采用石墨環密封,并采用碟形彈簧進行動態加載,實現對填料磨損時的動態補償,以保證閥門閥桿處的密封。
3.3 加長閥頸設計
由于介質為高溫氧氣,設計溫度達到450℃,氣動執行機構要遠離高溫區域,因此設計加長閥頸,以保證氣動執行機構的正常工作。
3.4 氣動執行機構的選擇
由于高溫氧氣用金屬硬密封球閥的球體和閥座密封面之間是金屬對金屬,沒有任何潤滑劑,如果氣動執行機構輸出力矩不足,很容易出現球體與閥座之間卡滯的情況,影響閥門的正常工作,因此,氣動執行機構的選擇很重要。在正常氣源壓力下,氣動執行機構提供的輸出力矩為閥門在***壓差下計算力矩的1.5倍以上,因此完全能使閥門正常地、穩定地啟閉。
4 高溫氧氣用金屬硬密封球閥的設計計算
4.1 閥體壁厚的計算
按照ASMEB16.34-2009,閥體最小壁厚采用強制性附錄Ⅵ的計算公式:
tm=0.0675d+2.79+C
式中 tm——閥體最小壁厚,mm;
d——閥體內徑,mm;
C——腐蝕余量,mm。
當閥體實際厚度t≥tm時,為合格。
4.2 密封比壓的計算
閥座密封結構為雙向密封結構,密封比壓q為
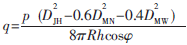
當qMF<q<[q]時,密封比壓滿足要求。
式中q——實際工作比壓,MPa;
R——球體半徑,mm;
h——密封面在通道軸線方向的投影寬度,mm;
φ——球體與密封圈的接觸點與通道軸法向的夾角;
p——計算壓力,MPa;
DMW——閥座密封面外徑,mm;
DMN——閥座密封面內徑,mm;
DJH——閥座外徑,mm;
qMF——保證密封所需的比壓(即密封比壓),MPa;

bM——密封面寬度,mm;
[q]——密封材料的許用比壓。
4.3 總摩擦力矩的計算
金屬硬密封球閥的扭矩值表現為兩端高中間低的曲線狀,開啟和關閉閥門時扭矩較大,而當閥門處于關閉狀態承受***工作壓力時,開啟瞬間的扭矩應為***,且氧閥密封面禁油,沒有任何潤滑,容易發生卡澀現象,所以選用的氣動執行機構在氣源壓力為0.4MPa時輸出力矩應為計算值的1.5倍以上。
閥門扭矩MF為

式中 MF———總摩擦力矩,N·m;
MFZ——閥座對球體的摩擦力矩,N·m;
QQ1——進口端閥座對球體的作用力,N;
QQ2——出口端閥座對球體的作用力,N;
fFZ——閥座摩擦系數;
r——閥座對球體的摩擦半徑平均值,mm;
φ——球體與密封圈的接觸點與通道軸法向的夾角;
MZC——軸承對閥桿的摩擦力矩,N·m;
fZC——軸承摩擦系數;
d——閥桿直徑,mm;
p——計算壓力,MPa;
MTL——填料對閥桿的摩擦力矩,N·m;
hT1——單圈填料與閥桿接觸的高度,mm;
zT——填料圈數;
fTL——填料與閥桿的摩擦系數;
MZJ——墊片對閥桿的摩擦力矩,N·m;
fDP——墊片摩擦系數;
DPN——墊片內徑,mm;
DPW——墊片外徑,mm。
5 生產制造及試驗
高溫氧氣用金屬硬密封球閥生產制造過程的控制很重要,有別于其它介質用金屬硬密封球閥的生產要求,它的要求更為嚴格。高溫氧氣用金屬硬密封球閥裝配完成以后,要按照API598規范進行試驗,達到要求方為合格。
5.1 閥體及零件的加工
(1)氧氣是一種助燃劑,閥體內腔應盡量圓滑過渡,避免尖角和銳角,避免形成死腔,防止介質在腔內聚集。
(2)針對高溫氧氣用金屬硬密封球閥,需要專門制定加工工藝,從而確保閥體及零件的尺寸、公差及表面粗糙度滿足圖紙精度要求。
5.2 閥體及零件的檢驗
(1)氧氣一旦泄漏,就可能引起爆炸、起火等重大事故,直接危及到整個裝置及操作人員的安全。因此,閥體需要嚴格檢驗,特別是鑄件,有嚴格的檢查驗收程序,一旦發現不合格品要及時處理。
(2)針對高溫氧氣用金屬硬密封球閥,采取更加嚴密的質量控制程序,從而確保閥體及零件的尺寸、公差和表面粗糙度滿足圖紙精度要求。
5.3 零件清洗
(1)氧閥內腔不允許積存有固體雜質,以避免在介質流動時因碰撞產生火花。氧閥凡與氧接觸的部位要嚴格脫油脫脂,脫油脫脂后用不含油的干空氣或氮氣吹凈。對于可超聲波清洗的零件,按照清洗規程對零件進行清洗。
(2)所有零件清洗干燥后,為避免二次污染,需用干凈的聚乙烯薄膜進行袋裝、包扎保護。
5.4 整機裝配
(1)整機裝配過程需要在凈化房內完成。
(2)氧閥嚴禁閥門內部有油污,在裝配及移動過程中要避免油污進入。
(3)每一臺氧閥的裝配都要有詳細的裝配記錄,做到出了問題有據可查,責任落實到人。
(4)對氧閥裝配人員實行專人專崗,并定期進行崗位培訓,確保閥門的裝配質量。
5.5 整機試驗
試驗項目主要包括殼體試驗、閥桿密封試驗、閥座密封試驗、開關扭矩檢測。針對高壓氧氣用金屬硬密封球閥的每一項試驗,要制定詳細的試驗程序,要求試驗人員嚴格按照試驗程序進行試驗。
5.6 整機入庫
(1)整機試驗通過后,在入庫前需要對閥門的外表進行擦洗和干燥。
(2)用干凈的聚乙烯薄膜進行袋裝、包扎密封,避免雜質進入。
(3)檢驗員要按檢驗規程對閥門進行檢驗。

